Acero al carbono D2, este acero es muy utilizado por los artesanos profesionales para fabricar todo tipo de cuchillos.
Sus principales características:
– Alta resistencia al desgaste.
– Alta retención del filo.
– Baja oxidación.
– Tenacidad moderada.
– Hasta 64 HRC.
Esto se debe a su alto contenido en cromo.
Composición química (%): C: 1,55, Si: 0,30, Mn: 0,30, Cr: 12, Mo: 0,75, V: 0,75
Este acero no se recomienda para principiantes, su grado de dificultad de trabajo es medio – alto.
Recocido (blando), se proporciona para facilitar el trabajo, ya que una vez templado es muy difícil el trabajo.
Tratamiento térmico:
– Forja: 850-1050 ° C. Precalentar a 930 ° C durante 10 a 20 minutos. Muy lento enfriamiento del horno o materiales aislantes (arena, sal, mica) forja no se recomienda a menos que los artesanos experimentados. Las grietas tienden a sufrir cuando se trabaja fuera del rango de temperatura o se enfría rápidamente.
– Normalización: 650 a 700 º C. Para eliminar las tensiones estructurales causadas por la forja o la eliminación de stock. Tiempo recomendado 1 hora.
– Endurecimiento ( aceite ): 1020-1050 ºC. Precalentamiento a 815 – 850 ºC, la temperatura estabilizada, salto de temperatura de temple, siempre, mantener al menos 1 minuto por milímetro. Enfriamiento en aceite a 210-250 ° C para reducir el choque térmico y mantener el enfriamiento durante 15 a 30 minutos. Dureza de 58-62 HRC.
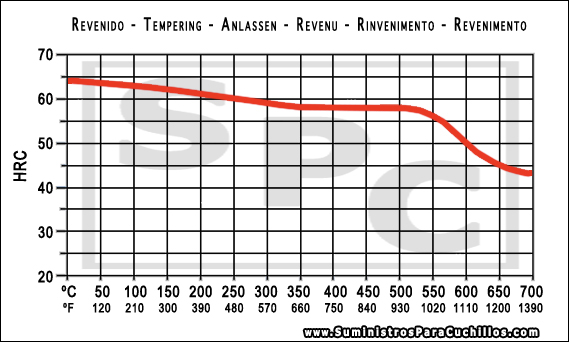
– Temple: Calentar lentamente hasta la temperatura de revenido (ver tabla de temperaturas). Mantener la temperatura alcanzada 10 minutos por milímetro, el tiempo mínimo recomendado es de 1 hora.
Se recomienda el temple y revenido en atmósfera conservadora, ver lámina de revenido. Se prefiere este tratamiento térmico. Se pueden variar las temperaturas, los tiempos o la realización de los mismos, en función de sus necesidades o de su experiencia en el proceso.
El material cortado mediante un proceso mecánico puede haberse doblado (no estar completamente plano).