D2 炭素鋼、この鋼は非常にすべての種類のナイフを製造するプロの職人が使用しています。
主な特徴:
– 高い耐摩耗性
– 高い刃持ち
– 低酸化性
– 適度の靭性
-最大64 HRC.
これは、クロムの高い含有量によるものです。
化学組成(%)。 C:1.55、Si:0.30、Mn: 0.30、Cr: 12、Mo:0.75、V:0.75
この鋼は初心者のために推奨されていない、仕事の難しさのその程度は中 – high.
焼鈍(ソフト)、それは一度非常に難しい仕事を.
Heat treatmentであるので、作業を容易に提供されている:
-鍛造:850-1050°C 10から20分間930°Cに予熱しています。 非常に遅い炉の冷却や絶縁材料(砂、塩、雲母)鍛造は、経験豊富な職人でない限りお勧めしません。 クラックは、温度の範囲外で作業しているときに苦しむか、またはquickly.
-正規化:650〜700℃鍛造や株式の除去によって引き起こされる構造応力を除去する。 推奨時間1時間
– 焼入れ(油):1020~1050 ℃。 815で予備加熱 – 850℃、温度安定化、熱焼入れ温度ジャンプは、これまで、ミリメートルあたり少なくとも1分を保つ。 210〜250℃の油で焼入れ、熱衝撃を低減し、15〜30分間冷却し続けること。 58から62 HRC.
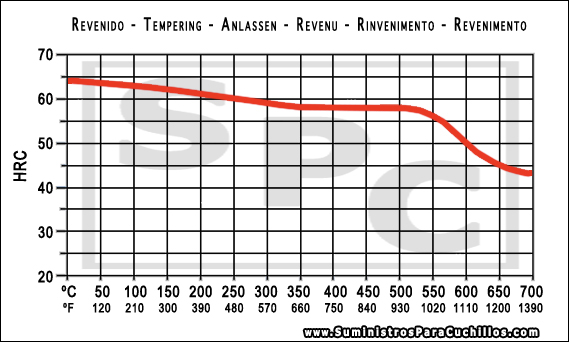
-焼戻しの硬度。 焼戻し温度(温度チャートを参照してください)に加熱を遅くする。 温度はミリメートルあたり10分に達し維持し、最小推奨時間は1 hour.
それは、保存雰囲気で焼入れと焼戻し、箔焼戻しを参照してくださいすることをお勧めします。 この熱処理は、好ましい。 それはprocess.
MATERIAL CUT THROUGH MECHANICAL PROCESSのあなたのニーズや経験に応じて、その温度、時間または実施形態を変えることができ、(完全に平坦ではない)曲がったことがあるかもしれません
。