D2 kulstofstål, dette stål er meget brugt af professionelle håndværkere til at fremstille alle former for knive.
Dets vigtigste egenskaber:
– Høj modstandsdygtighed over for slid.
– Høj kantfasthed.
– Lav oxidation.
– Moderat sejhed.
– Op til 64 HRC.
Dette skyldes det høje indhold af krom.
Kemisk sammensætning (%): C: 1,55, Si: 0,30, Mn: 0,30, Cr: 12, Mo: 0,75, V: 0,75
Dette stål anbefales ikke til begyndere, dets sværhedsgrad af arbejdet er middel – høj.
Glødet (blødt), det er forudsat for at lette arbejdet, da hærdet en gang er meget vanskeligt arbejde.
Varmebehandling:
– Smedning: 850-1050 ° C. Forvarm til 930 ° C i 10 til 20 minutter. Meget langsom ovnkøling eller isolerende materialer (sand, salt, glimmer) smedning anbefales ikke, medmindre erfarne håndværkere. Revner har tendens til at lide under, når der arbejdes uden for temperaturområdet eller køles hurtigt.
– Normalisering: 650-700 º C. For at fjerne de strukturelle spændinger, der er forårsaget af smedning eller fjernelse af materiale. Anbefalet tid 1 time.
– Hærdning ( olie ): 1020-1050 ºC. Foropvarmning ved 815 – 850 °C, temperaturen stabiliseret, termisk slukning temperatur spring, nogensinde, holde mindst 1 minut pr. millimeter. Afkøling i olie ved 210-250 ° C for at reducere termisk chok og holde afkøling i 15 til 30 minutter. Hårdhed på 58-62 HRC.
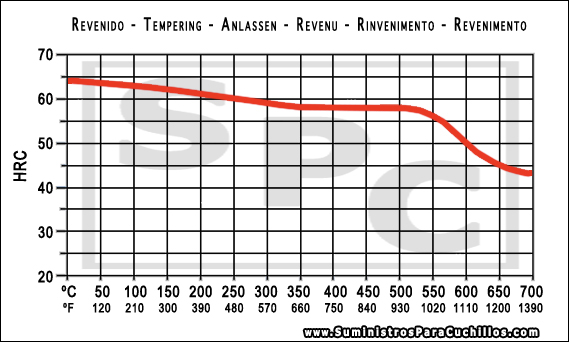
– Hærdning: Langsom opvarmning til anløbstemperaturen (se temperaturdiagram). Oprethold temperaturen nåede 10 minutter pr. millimeter, den mindste anbefalede tid er 1 time.
Det anbefales, at den nedkølet og hærdet i konservativ atmosfære, se folie hærdet. Denne varmebehandling er at foretrække. Det kan variere temperaturer, tider eller udførslen heraf, afhængigt af dine behov eller erfaring med processen.
MATERIALER SKÅRET VED MÆKANISK PROCES KAN HAVE BENT (IKKE HELT FLADT).