Oțel cu carbon D2, acest oțel este foarte folosit de către artizanii profesioniști pentru fabricarea tuturor tipurilor de cuțite.
Caracteristicile sale principale:
– Rezistență ridicată la uzură.
– Păstrare ridicată a tăișului.
– Oxidare redusă.
– Duritate moderată.
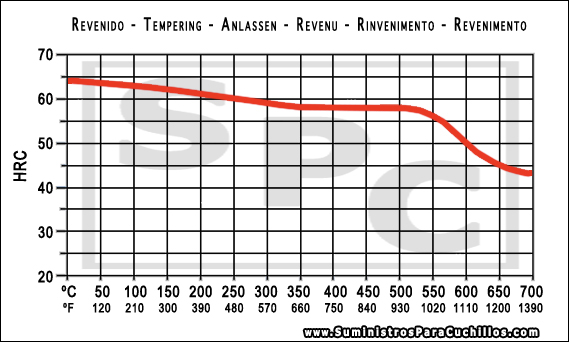
– Până la 64 HRC.
Acest lucru se datorează conținutului său ridicat în crom.
Compoziție chimică (%): C: 1,55, Si: 0,30, Mn: 0,30, Cr: 12, Mo: 0,75, V: 0,75
Acest oțel nu este recomandat pentru începători, gradul său de dificultate de lucru este mediu – ridicat.
Cuprins (moale), este prevăzut pentru a ușura lucrul, deoarece o dată călit este foarte dificil de lucrat.
Tratament termic:
– Forjare: 850-1050°C. Preîncălzire la 930°C timp de 10-20 minute. Răcirea foarte lentă a cuptorului sau materiale izolatoare (nisip, sare, mică) forjarea nu se recomandă decât în cazul unor meșteri experimentați. Fisurile au tendința de a suferi atunci când se lucrează în afara intervalului de temperatură sau se răcește rapid.
– Normalizare: 650-700 º C. Pentru a elimina tensiunile structurale cauzate de forjare sau de îndepărtarea stocului. Timp recomandat 1 oră.
– Călire ( ulei ): 1020-1050 ºC. Preîncălzirea la 815 – 850 °C, temperatura stabilizată, saltul temperaturii de călire termică, vreodată, se păstrează cel puțin 1 minut pe milimetru. Călire în ulei la 210-250 ° C pentru a reduce șocul termic și pentru a menține răcirea timp de 15 până la 30 de minute. Duritate de 58-62 HRC.
– Călire: Încălzire lentă până la temperatura de revenire (a se vedea tabelul de temperaturi). Mențineți temperatura ajunsă la 10 minute pe milimetru, timpul minim recomandat este de 1 oră.
Se recomandă ca temperarea și revenirea să se facă în atmosferă conservatoare, vezi folie călită. Acest tratament termic este preferat. Se pot varia temperaturile, timpii sau întruchiparea acestora, în funcție de necesitățile dumneavoastră sau de experiența în proces.
MATERIALUL TĂIAT PRIN PROCEDEU MECANIC POATE SĂ AIBĂ CUTREMUR (NU COMPLET PLAT).
.