D2 szénacél, ezt az acélt nagyon használják a professzionális kézművesek mindenféle kés gyártásához.
Főbb jellemzői:
– Nagy kopásállóság.
– Nagy él megtartás.
– Alacsony oxidáció.
– Mérsékelt szívósság.
– Akár 64 HRC.
Ez a magas krómtartalmának köszönhető.
Kémiai összetétel (%): C: 1,55, Si: 0,30, Mn: 0,30, Cr: 12, Mo: 0,75, V: 0,75
Ez az acél nem ajánlott kezdőknek, a megmunkálás nehézségi foka közepes – magas.
Lágyított (lágy), a munka megkönnyítésére szolgál, mivel egyszer edzett állapotban nagyon nehéz a munka.
Hőkezelés:
– Kovácsolás: 850-1050 °C. Előmelegítés 930 °C-ra 10-20 percig. Nagyon lassú kemencehűtés vagy szigetelő anyagok (homok, só, csillám) kovácsolása nem ajánlott, kivéve, ha tapasztalt mesteremberek. A repedések hajlamosak szenvedni, ha a hőmérséklet tartományon kívül dolgoznak, vagy gyorsan lehűtik.
– Normalizálás: 650-700 º C. A kovácsolás vagy a készlet eltávolítása által okozott szerkezeti feszültségek megszüntetésére. Ajánlott idő 1 óra.
– Keményítés ( olaj ): 1020-1050 ºC. Előfűtés 815 – 850 ºC-on, a hőmérséklet stabilizálódik, hőoltási hőmérséklet ugrás, valaha, tartsa legalább 1 percig milliméterenként. Áramtalanítás olajban 210-250 ° C-on, hogy csökkentse a termikus sokk, és tartsa hűtés 15-30 percig. Keménysége 58-62 HRC.
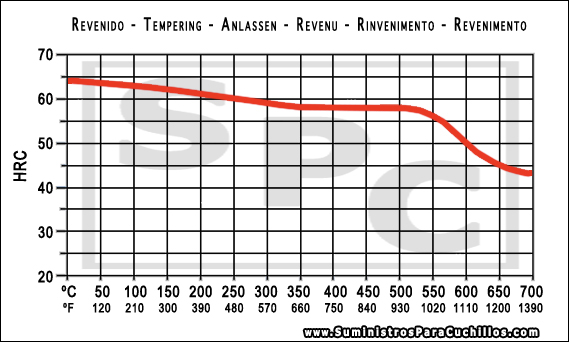
– Edzés: Lassú melegítés az edzési hőmérsékletre (lásd a hőmérsékleti táblázatot). Tartsa a hőmérséklet elérte a 10 percet milliméterenként, a minimális ajánlott idő 1 óra.
Az ajánlott, hogy az árnyékolt és edzett konzervatív légkörben, lásd fólia edzett. Ez a hőkezelés előnyös. A hőmérsékletet, az időt vagy ezek megtestesítését az Ön igényeitől vagy a folyamatban szerzett tapasztalattól függően változtathatja.
A MECHANIKAI FOLYAMATON ÁTVÁGOTT ANYAGOT LEHET HARMADIK (NEM TELJESEN OLYAN).